

联系我们

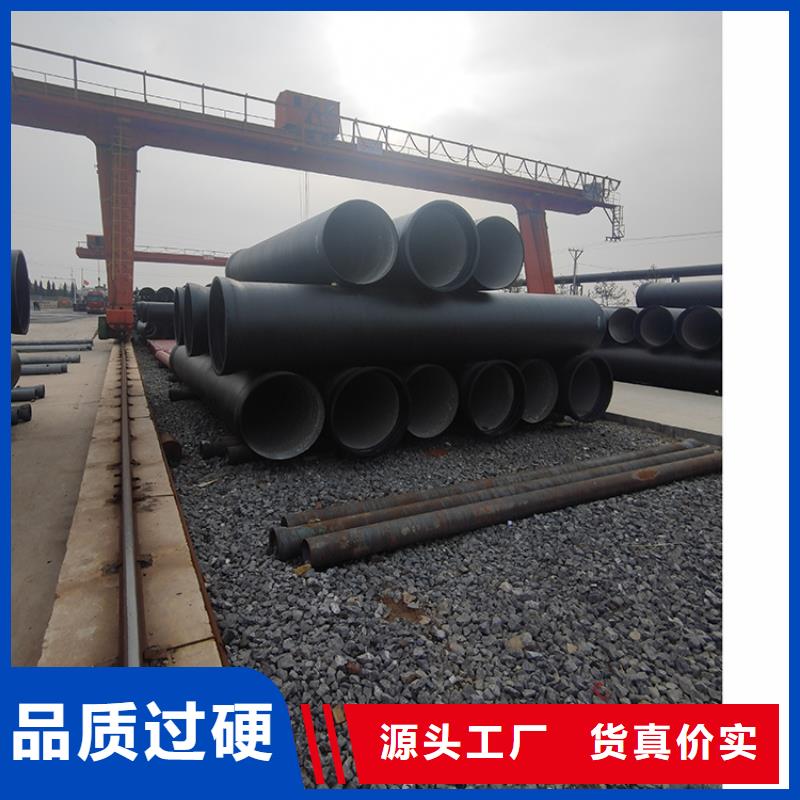
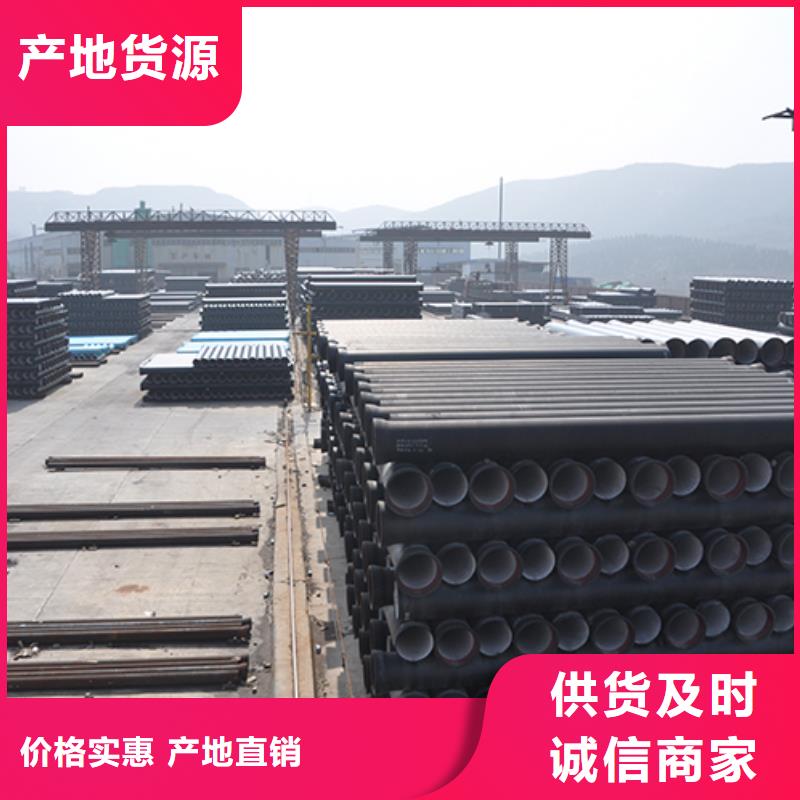
球墨铸铁插盘短管价格优
更新时间:2025-06-17 04:33:13 ip归属地:邢台,天气:晴转多云,温度:21-38 浏览次数:11 公司名称:晋城 鑫福兴管业(邢台市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 3000/吨 |
| 发货期限 | 1天 |
| 供货总量 | 100万吨 |
| 运费说明 | 现付 |
| 小起订 | 1 |
| 质量等级 | K9 |
| 是否厂家 | 是 |
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 鑫福兴 |
| 产品规格 | DN80-DN1400 |
| 范围 | 球墨铸铁插盘短管价格优生产基地位于【晋城】,供应范围覆盖河北省 石家庄市、唐山市、秦皇岛市、邯郸市、邢台市、保定市、张家口市、承德市、沧州市、廊坊市、衡水市 临城县、内丘县、柏乡县、隆尧县、任县、南和区、宁晋县、巨鹿县、新河县、广宗县、平乡县、威县、临西县、南宫市、沙河市等区域。 |










以弯头为倒,若做长半径弯头,如钢管,要先选定规格,提出管料。扩径率,通过理论计算,一般扩径率在33%-35%之间,倒推回去。短半径219mm的一般的扩径率为50%。选好原料后,按弯头规格下料,再考虑曲率半径 比如,90°的弯头,通过其曲率可以算出下多长料可加工出90°的弯头。通过理论计算可算出,然后以该长度为定尺进行切断。 把料进行热推制。推制机大家可能都看过,实际很简单。它是一个牛角状芯头或芯棒,芯棒由细变粗,推制过程是一个扩径带弯曲的过程。后边有支撑,把下料管段穿入芯棒,后边有一牌坊架将芯棒固定。中间有一小车,小车有的通过液压传动,有的通过机械传动即丝杠传动,然后往前推小车。小车推着管子顺着芯棒往前走,芯棒外有一个感应圈,把管子加热,加热好,然后小车把管子推下,就加工好一个。推好后,弯头要就此热状态下进行整形。因为有的弯头处理不当后,就会扭曲,这是不允许的。另外,推头后一般都是前端外径大,要通过整形模进行整形。整形模实际上是一个压力机,要有一套模具,两个半圆弧,上下各一个。整形后的外径就达到了成品的尺寸要求了。壁厚就以来料的壁厚进行控制。弯头和管子的壁厚公差都是相同的,均为±12.5%。在推制过程中,正常情况下壁厚不应当发生变化,但如果因为工具原因,有的地方会发生减壁现象,所以一般提料时,壁厚要加一些余量,如弯头是8.18mm的壁厚,一般都提8.5mm左右的管子,防止在推制时由于局部减厚而超差。整好形后,弯头的外径、壁厚尺寸都达到了要求。下面就进行精整工序,经过喷丸处理,把弯头内外表面的氧化铁皮去除,把两端进行坡口处理以便于焊接。再经过检查、打钢字、喷涂漆、包装等工序后,就可以出厂了。以上是24″以下以无缝钢管作为原料的弯头生产方法,超过24″以后即600mm以上的, 弯头在2.032米~2.80米之间,是用钢板做的。把钢板按要求裁成料后,像uoe成型,也是通过冲模冲压冲成圆形。有两半然后再拼合、焊接。由于焊缝的存在,所以要进行无损探伤。由于有焊接应力的存在,所以还要进行热处理。焊接弯头多了两道工序:一是探伤,一是热处理。其他程序相同。
球墨铸铁管
柔性球墨铸铁管的切割要点 球墨铸铁管的主要成分有碳、硅、锰、硫、磷和镁等,是一种使用18号以上的铸造铁水经添加球化剂后,经过离心球墨铸铁机高速离心铸造成的管材,我们叫做“球墨铸铁管”。球磨铸铁管防腐性能优异、延展性能好,密封效果好,安装简易、主要用于市政、工矿企业给水、输气,输油等。球墨铸铁管产品柔性铸铁管是指材质为灰铸铁,经过高速离心机铸造而成,采用柔性连接方式,橡胶密封圈密封,螺栓紧固,在内水压下具有良好的挠曲性、伸缩性。能适应较大的轴向位移和横向由挠变形,适用于建筑物地下,或者高层排水的一种排水管材,对地震区尤为合适。柔性球墨铸铁管在施工过程中或者遇到变形的情况,需要进行切割处理,下面介绍一下柔性球墨铸铁管的切割方法:1、切管前,首先检查柔性球墨铸铁管损坏水平,假如损坏严重,或管体上有裂纹,应判废;假如是插口变形或插口损坏严重,则切掉损坏局部;由于装置需求(如接弯头号管件)切管时,切管前对铸管的外径尺寸停止确认,即外径尺寸在公差范围内。关于因损坏或施工需求对铸管停止切割前,应将需切的铸管放在程度面或方木上,并对切掉局部沿铸铁管一周用记号笔停止标志。2、切割柔性球墨铸铁管,可运用砂轮切割机或电动金属锯切管机.砂轮切割机能够用电或紧缩空气带动,也能够靠间接内燃机带动.许多切割机能够装配切割用砂轮和磨光砂轮.假如在施工现场只运用一个切割机,那么这种切割机应顺应装配两种砂轮,便用金刚砂切割砂轮很适用于切割带水泥砂浆内衬的球墨铸铁管。3、对做好切割标志的柔性球墨铸铁管停止切割时,先从一点开端将水泥砂浆内衬的球墨铁管管壁切透,然后沿着做好的标志将铸管切开。在运用滑入式接口衔接的状况下,必需将新切割的插口端磨光、倒角,使其与原来的插口端外观相同.只要这样,才干将插口顺利地插人承口中,而不损坏密封圈。
球墨铸铁管熔炼工艺要求如下:出炉温度 高铬铸铁的熔点比一般铸铁高, 约为1200 ℃, 出炉温度约为1500 ℃, 熔炼选用中频感应电炉。炉衬 采用酸性或碱性炉衬均可, 炉衬的配比、打结、烘干和烧结均按常规工艺进行。装料 一般按正常顺序加料, 先将灰生铁、钼铁等难熔铁合金装入炉底, 而后将废钢等按照下紧上松的原则装填 。球磨铸铁管送电熔化 将电炉功率调至进行熔化, 由于Cr 的熔炼损耗较大 , 故铬铁应在加入, 通常是待废钢全部熔化后加入烤红的铬铁。脱氧 待金属炉料全部熔化并提温至1480 ℃后, 再加入锰铁、硅铁及铝进行脱氧。球墨铸铁管浇注 在中频感应炉中熔化, 温度不必太高,温度达到1480 ℃时即可出炉, 铁液在包内应停留一段时间进行镇静, 视工件大小不同可在1380 ~1410 ℃之间进行浇注。公司专业生产球墨铸管,产品质量可靠,服务,价格,想客户之所想,急客户之所急,欢迎前来咨询。
球墨铸铁管管内的杂物很难清理,针对于这个问题华正铸业做出了相对的解决方法,一下内容为各位讲解如何清洗球墨铸铁管内的杂物。将球墨铸铁管承口内的所有杂物擦洗干净。将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部门不翘不扭,平均地卡在槽内。将润滑剂平均地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。应按下管的要求将管子下到槽底,通常采用人工下管法或机械下管法。安装机具设备:球墨铸铁管将预备好的机具设备安装到位,安装时留意不要将已清理的管子部位再次污染。球墨铸铁管和普通铸铁管里都含有石墨单体,***是说铸铁是铁和石墨的混合体。普通铸铁中的石墨是片状存在的,石墨的强度很低,所以相称于铸铁中存在很多片状的旷地空闲,球墨铸铁管所以普通铸铁强度比较低,较脆。石墨铸铁中的石墨是呈球状的,相称于铸铁中存在很多球状的旷地空闲。球状旷地空闲对铸铁强度的影响远比片状旷地空闲小,所以球墨铸铁管强度比普通铸铁强度高很多。作为优异的供水管材,球墨铸铁管应具备以下特性:高强度、抗腐蚀、耐高压、事故率低、使用寿命长、高延伸率。 在供水输气管道工程中主要使用的管材有水泥管、灰铁管、球墨铸铁管和钢管等。